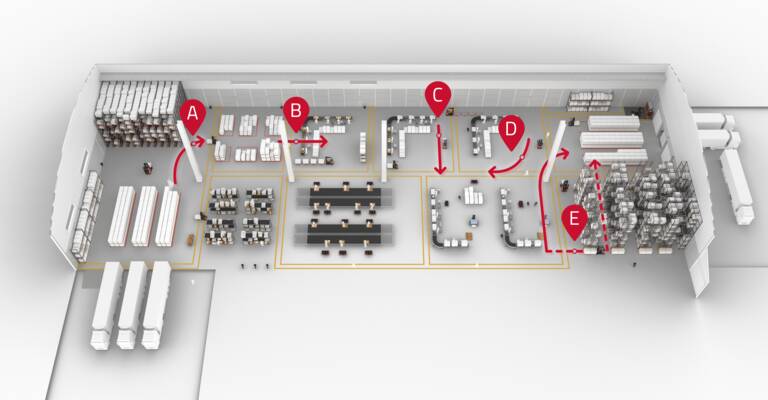
Step-by-step automation
Automation of material handling processes can bring a lot of benefits to your operations, such as increased safety, optimised use of staff and higher productivity. Our solutions combine the right components to offer you a flexible solution that suit your needs. Find out how it works for each step below.
Toyota’s automated solution for “put-away”
In short:
Flow: In the put-away area, pallets are transported from the inbound area, typically floor buffers, to a storage area, which is often a floor buffer or racking
Vehicles:
Automated low-lifters (Toyota Autopilot LAE)
Automated stacker trucks (Toyota Autopilot SAE)
Automated counterbalanced trucks (Toyota Autopilot OAE)
Automated reach trucks (Toyota Autopilot RAE)
Navigation: Reflector or natural navigation
Software: T-ONE automation software
Order initiation: WMS, tablet, I/O
Integration: WMS, PLC, conveyors, robot cells, doors, fire alarm etc
Battery: Lead-acid or Li-ion with auto charging
Add-ons: Barcode scanning, format control
Automated put-away of incoming goods in Toyota’s factory in Sweden
“Toyota’s kaizen philosophy is to work with small but continuous improvements and not expect to be able to change everything right away.”
Mikael Egonsson, TPS Coordinator at TMHMS

Handling of incoming goods
Incoming goods are typically placed on the floor in lanes, also called deep stacks. These floor buffers are usually filled by lorry drivers or dock personnel. An AGV, Autopilot from Toyota, can then “put away” the incoming goods from the inbound area into a storage area, which is often a type of racking or floor buffer.
In put-away processes it occurs that more than one vehicle takes care of the transport to use the best suitable vehicle type for each task. For example, an automated low-lifter for the transport and a reach truck for the storage – making sure you get the right fit for your applications.
The image shows a typical pick-up station: floor buffer (sometimes conveyor).

How it works
The transport orders are often initiated by the dock manager, either via a tablet (connected to T-ONE) or a button. T-ONE will receive the destination from the Warehouse Management System (WMS) once the Autopilot has picked up your load and the onboard scanner has verified the goods ID. For sites without a WMS, T-ONE comes with a destination mapping feature. Through this, T-ONE can check the scanned value from a load against pre-defined data and criteria to obtain the correct drop-off destination. The destination doesn’t need to be pre-configured and can, for example, be different in the morning than in the afternoon, giving you the flexibility to add custom logic.
Smooth goods handling
To ensure a smooth pick-up of the goods from the inbound area, it is key that the goods are placed correctly. Therefore, we recommend implementing a visual check of the pallet placement and identify any goods damage before the incoming goods are put away to the storage. Training of employees and lorry drivers can help you improve this process and make the automated operation run smoother and more efficiently.
In the image you see a typical drop-off station: floor buffer, conventional or gravity-flow racking, shuttle storage (RS150 with RAE).
Toyota’s automated solution for “replenishment”
In short:
Flow: In production sites or warehouses there is always a need for replenishment of material such as pallets with parts that are taken to the production lines or picking areas that are restocked
Vehicles:
Automated towing trucks (Toyota Autopilot TAE )
Automated stacker trucks (Toyota Autopilot SAE)
Automated counterbalanced trucks (Toyota Autopilot OAE)
Automated reach trucks (Toyota Autopilot RAE)
Navigation: Reflector or natural navigation
Software: T-ONE automation software
Order initiation: WMS, tablet, I/O, PLC
Integration: WMS, PLC
Battery: Lead-acid or Li-ion with auto charging
Add-ons: Barcode scanning
Automated production replenishment improves job satisfaction at Hargassner
“Toyota Material Handling has not only developed the best concept tailored to our needs, but has also proven to be a very reliable partner during the implementation.“
Florian Pommer, Operations Manager at Hargassner
Automated refilling of parts
The replenishment process is typically found in production sites, at assembly lines or in picking/kitting areas, where you need to refill parts. Pallets are picked up by Toyota Autopilots from floor buffers or racking in the storage area and taken to the production or picking areas.
A single pallet can be transported by an automated forklift truck, or a number of pallets can be towed at the same time by an automated tow tractor. Around busy areas, such as assembly lines, forkless solutions are a good alternative for smooth and safe pallet transport.
The image shows a typical pick-up station: floor buffer.

How it works
For each replenishment task, the T-ONE automation software creates two transport orders. It combines the “point-to-point” and “empty pallet handling” flows: first taking away the empty pallet and then replenishing it with a full pallet. It can also start a loop transport with an automated tow tractor. You have the flexibility to choose between your machines’ Programmable Logic Controller (PLC) system or WMS to initiate these transport orders. You can also have an operator to initiate them via a tablet or a connected button.
In the image you see a typical drop-off station: work stations in production.
Toyota’s automated solution for “point-to-point transport”
In short:
Flow: Where pallets are moved, there are often simple transportations from one specific station to another specific station. In distribution centres where pallets are directly transported from inbound to outbound this is called cross-docking
Vehicles:
Automated low-lifters (Toyota Autopilot LAE)
Automated stacker trucks (Toyota Autopilot SAE)
Automated counterbalanced trucks (Toyota Autopilot OAE)
Automated pallet carrier (Toyota Autopilot CDI)
Navigation: Reflector or natural navigation
Software: T-ONE automation software
Order initiation: WMS, tablet, PLC, I/O
Integration: WMS, PLC, conveyors, robot cells, doors, fire alarm
Battery: Lead-acid or Li-ion with auto charging
Add-ons: Barcode scanning
Cross docking by AGVs helps DSV to level their workflow and resources
“The Autopilots boost DSV’s productivity by handling up to 400 pallets per shift, compared to a capacity of 250 pallets by a human operator"

Moving goods
The point-to-point process can be found in most production sites where semi-finished goods need to be transported within the production area until they are finished. Our Autopilots can take care of the transport of the semi-finished goods between conveyors or floor buffers, for example.
How it works
The tasks are often started automatically by a logical input signal, e.g. by a photocell fixed at the conveyor that’s triggered by the load as it approaches the end of the line. It can also be initiated manually via a tablet or the WMS.
The image shows a typical pick-up and drop-off station: floor buffer, conveyor.

The takt time is not always equal within a production and therefore smaller buffers might be needed to store the semi-finished goods from time to time. T-ONE, Toyota’s automation software, will identify this need and create a temporary storage position where the Autopilots can safely place your goods. When needed, the system will send a new transport order to one of the automated vehicles to finish the “point-to-point transport” – optimising the solution to your needs.
Flexible cross-docking
In distribution centres these types of transports are often referred to as “cross-docking” flows, where goods are directly moved by Autopilots from inbound buffers to the outbound area, typically placed in deep stack buffers waiting to be shipped.
Read more about automated forkless pallet transportation >>
Toyota’s automated solution for “empty pallet handling”
In short:
Flow: In a warehouse or manufacturing site, there are always a lot of empty pallets as goods have been used or picked. Empty pallets are also needed to place picked items or finished goods from the production on
Vehicles:
Automated low-lifters (Toyota Autopilot LAE)
Automated stacker trucks (Toyota Autopilot SAE)
Automated counterbalanced trucks (Toyota Autopilot OAE)
Automated pallet carrier (Toyota Autopilot CDI)
Navigation: Reflector or natural navigation
Software: T-ONE automation software
Order initiation: WMS, tablet, PLC, I/O
Integration: WMS, PLC, conveyors, robot cells, doors, fire alarm
An automated stacker takes care of the empty pallet handling at Haval
“I am convinced that the payback time will be shorter than the calculated 20 months. I just see that people work more effectively and we have less damage. "
Roel van Dijk, supply chain manager at Haval

Moving empty pallets throughout your site
The empty pallet handling process is found in most operations where material has been replenished such as at assembly lines, picking or kitting areas or where waste needs to be handled.
How it works
Your empty pallets can be either taken by automated vehicles one by one from the assembly/picking/kitting station to a pallet dispenser; or empty pallets are brought to production for loading of finished goods. Another way to apply empty pallet handling in your operation is to have a pile of pallets, commonly stacked manually, transferred by an AGV from a floor buffer in a production area to another floor buffer at the empty pallet storage.
Automatically or on demand
You can choose to have the transport orders for this type of flow initiated by the machines’ PLC system or the Warehouse Management System. Alternatively, an operator can initiate them via a tablet connected to Toyota’s automation software (T-ONE), or a button.
In the image you see a typical pick-up and drop-off station: floor buffer, scrap station.
Toyota’s automated solution for “finished goods to outbound”
In short:
Flow: Pallets with finished goods are picked up at a temporary storage or the wrappers close to production or picking areas, and dropped off at the outbound area, typically floor buffers or deep stacks, waiting to be loaded into lorries
Vehicles:
Automated low-lifters (Toyota Autopilot LAE)
Automated stacker trucks (Toyota Autopilot SAE)
Automated counterbalanced trucks (Toyota Autopilot OAE)
Automated reach trucks (Toyota Autopilot RAE)
Navigation: Reflector or natural navigation
Software: T-ONE automation software
Order initiation: WMS, tablet, PLC, I/O
Integration: WMS, PLC, doors, fire alarm
Battery: Lead-acid or Li-ion with auto charging
Add-ons: Barcode scanning
AGVs move goods to the outbound in routes freely in the middle of a swarm of manual forklift at Grocery retailer Coop
“We observed a total of 17,500 A-to-B transports a week that could be automated, and started by automating 3,000 of them."
Roger Tømmervold, Internal Logistics Manager at Coop
Getting ready to deliver
When products are produced and finished, automated vehicles can pick up the goods at the final station such as the end of a production line, a conveyor or directly at a production machine. When wrapping is required, the Autopilot will bring the goods to a wrapping station and then to the outbound area.
The image shows a typical pick-up station: conveyor, production machine, wrapper.

Storing of goods
The pallets may go straight away in the outbound buffer waiting to be shipped, but often they are stored for some time before being dispatched. When goods are brought to the storage, there’s in some cases a goods handover between machines, handled by a multileg order, to use the most suitable machine for each task. When produced in batches, automated forklifts will place the goods in gravity or shuttle racking. For non-batched goods conventional racking is common. Thanks to the wide range of solutions there’s always a perfect fit for your operations.
In the image you see a typical intermediate station, conventional or gravity-flow racking, shuttle storage (RS150 with RAE).
How it works
Orders to bring your goods to the outbound or storage are usually initiated automatically by an I/O signal e.g. a photocell or a scanner triggered by the load as it approaches the end of a conveyor. The task can also be given automatically by your production machines’ PLC system or manually by an operator via a tablet. The destination is decided by our automation software T-ONE either together with the WMS or via the destination mapping feature that can send a scanned value to a specific destination.
The image shows a typical drop-off station: floor buffer.
Read more about our shuttle operation >>